Пайка - ВСЁ, что вы хотели знать, но боялись спросить!
1 Для начала
Пайка – технологический процесс получения неразъёмного соединения металлических деталей путём нагрева (ниже температуры их автономного расплавления) и заполнения зазора между ними расплавленным припоем, образующим после остывания прочное механическое соединение. Выполняется с помощью электропаяльника с применением припоев и флюсов.
2 Электрические паяльники
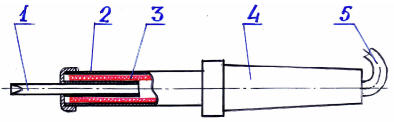
Основное назначение паяльника – обеспечить интенсивный подвод тепла к месту пайки. Для пайки монтажных соединений внутри радиоаппарата и в труднодоступных местах, а также при плотном монтаже удобно применять торцовые паяльники, а для пайки соединений в открытых местах (монтажных планок, соединителей и др.) — угловые паяльники. В наборе необходимо иметь не менее двух паяльников: один мощностью 40 - 60 Вт со стержнем диаметром 3—4 мм — для пайки проводов и выводов диаметром до 1 мм и второй мощностью 100 Вт с более массивным стержнем — для пайки толстых проводов и экранов, требующих больше энергии для их прогрева. Рекомендуется работать электропаяльниками, рассчитанными на питание переменным током от понижающего трансформатора напряжением 12—42 В, так как в случае пробоя изоляции между нагревателем и стержнем можно оказаться под воздействием напряжения, опасного для жизни. Устройство электропаяльника показано на рис.1
Рис.1. Электропаяльник со сменным стержнем:
1. Стержень (жало);
2. Корпус;
3. Нагревательный элемент;
4. Ручка;
5. Провод питания.
Интенсивный подвод тепла к месту пайки обеспечивают за счет подбора соответствующей массы (диаметра) стержня и мощности нагревательного элемента паяльника. Стержень выполняют из меди. Рабочая часть его должна быть заправлена, как показано на рис.2.
Рис 2. Форма заправки рабочей части стержня электропаяльника
Такая форма рабочей части паяльника обеспечивает хорошее стекание припоя в месте спая. Нагревательный элемент — это спираль из нихромовой проволоки, охватывающая медный стержень или расположенная внутри него и изолированная слюдой либо асбестом. Элемент должен обеспечивать нагрев паяльника за 1,5 минуты после включения. Тип электропаяльника указывается на его корпусе, например: ЭПЦН 40/220
где Э – электрический;
П – паяльник;
Ц – с центральным расположением и несъёмным жалом;
Н – непрерывного режима работы;
40 – номинальная мощность, Вт;
220 – номинальное питающее напряжение.
ЭПСН 60/42 – электропаяльник со сменным стержнем, непрерывного режима работы мощностью 60 Вт и номинальным питающим напряжением 42 В.
3 Припои
Припоями называют цветные металлы и их сплавы, предназначенные для создания неразъёмных соединений металлических деталей путём пайки.
В зависимости от температуры плавления припои делят на: 1 – легкоплавкие (мягкие) с температурой плавления ниже 450 0С; 2 – тугоплавкие (твёрдые) с температурой плавления выше 450 0С. Легкоплавкие припои в основном состоят из олова и свинца. Наиболее широко применяются в радиоаппаратуре, так как сравнительно дёшевы. Например, ПОС-61 (температура плавления 190 0С) – припой оловянно-свинцовый, содержащий 61% олова, остальные 39% - свинец. Чем больше процентное содержание олова, тем ниже температура плавления припоя, его механическая прочность и выше стоимость. Тугоплавкие припои (на основе меди и серебра) имеют высокую температуру плавления (700 – 800 0С). Применяются для пайки конструкций, несущих повышенную механическую нагрузку, так как отличаются высокой механической прочностью.
4 Флюсы
Флюс – это вещество, исключающее вредное влияние оксидов соединяемых металлов на пайку и способствующее получению качественного соединения. По своему составу флюсы делятся на: • химически активные (кислотные) • химически пассивные (бескислотные). При ремонте радиоаппаратуры применяют бескислотный флюс - канифоль сосновую в виде кусочков, порошка или раствора в спирте или глицерине. Для повышения качества пайки в раствор могут добавляться специальные вещества – активаторы (хлористый цинк, животный жир и т. д.). Для удобства использования выпускаются мягкие припои, выполненные в виде трубки диаметром 3 – 4 мм, заполненной канифолью. Кислотные флюсы содержат кислоты и их соли. В радиоаппаратуре не применяют, так как они оказывают сильное коррозийное действие в местах пайки. После пайки остатки флюса обязательно должны быть удалены спиртом или растворителем.
5 Требования к паяному соединению
Паяное соединение должно быть: 1. Глянцевым (блестящим); 2. Без видимых пор и трещин – припой должен заливать место соединения со всех сторон, заполняя щели и зазоры между спаиваемыми деталями; 3. Без наплывов и острых выступов припоя; 4. Без инородных вкраплений.
6 Оптимальная температура жала паяльника
Для получения качественного паяного соединения необходимо поддержание оптимальной температуры нагрева жала паяльника. Если нагрев недостаточен, то припой на соединяемых деталях быстро остывает, при этом понижается его смачиваемость. Такое паяное соединение получается шероховатой, имеет матовый цвет и недостаточную прочность. При перегреве стержень паяльника и припой начинают окисляться, в результате чего припой скатывается с жала и не образует соединения. Признаком перегрева является сильное сгорание (а не плавления) канифоли с выделением дыма. При оптимальной температуре нагрева припой растекается по поверхности жала, не скатываясь с него, а канифоль непрерывно кипит не образуя нагара.
7 Этапы выполнения паяного соединения
1. Подготовить к пайке паяльник:
• Жало должно быть очищено от нагара, соответствующим образом заправлено, иметь ровную, без раковин поверхность. Для очистки удобно использовать хлопчатобумажную ткань, сложенную в несколько слоёв;• Облудить жало. В процессе лужения рабочую поверхность стержня покрывают тонким слоем припоя. Лужение способствует получению прочного соединения и защищает от окисления. Выполняется обычно сразу после заправки жала путём натирания о припой на деревянной дощечке с обильным добавлением канифоли; • Отрегулировать температуру нагрева до оптимальной. 2. Подготовить деталь к пайке: • Зачистить поверхность под пайку; • Покрыть флюсом; • Облудить; • Произвести формовку – придать необходимую форму выводам радиодетали или проводу; 3. Произвести механическую фиксацию спаиваемых деталей. 4. Произвести пайку.
Время пайки одного контактного соединения должно быть не более 5 секунд. Соединяемые провода или выводы радиоэлементов должны оставаться неподвижными до кристаллизации припоя. Для фиксации можно применить пинцет или пассатижи-утконосы между местом нагрева и деталью, которые при этом так же выполняют функции теплоотвода, предотвращая перегрев деталей. 5. Удалить остатки флюса после остывания соединения механически (шилом) и с помощью растворителя; 6. Проверить качество паяного соединения осмотром, при необходимости устранить недостатки.
Для тех кто хочет увидеть рассказ о пайке самыми простыми словами, что называется "НА ПАЛЬЦАХ", рекомендуется следующий видеоролик










 нармал
нармал



